DEFEITOS METALÚRGICOS DA SOLDAGEM POR FUSÃO
DEFEITOS METALÚRGICOS DA SOLDAGEM POR FUSÃO




1.1. Defeitos do metal de solda
Alguns dos defeitos que podem
ocorrer no metal de solda são:
__ trincas de solidificação ou
trincas a quente
__ trincas induzidas por
hidrogênio no metal de solda
__ porosidade
__ inclusões de escória ou outras
inclusões
__ trincas de cratera
__ falta de fusão
__ perfil do cordão desfavorável
1.2. Trincas de solidificação
A maioria dos aços pode ser
soldada com um metal de solda de composição similar à do metal de base. Muitos
aços com alto teor de liga e a maioria das ligas não ferrosas requerem
eletrodos ou metal de adição diferentes do metal de base porque possuem uma
faixa de temperatura de solidificação maior do que outras ligas. Isso torna
essas ligas suscetíveis à fissuração de solidificação ou a quente, que pode ser
evitada mediante a escolha de consumíveis especiais que
proporcionam a adição de
elementos que reduzem a faixa de temperatura de solidificação. A fissuração a
quente também é fortemente influenciada pela direção de solidificação dos grãos
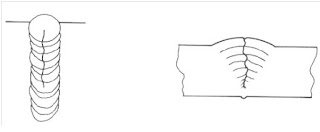
na solda (Figura 7.6).

Figura 7.6 - Fissuração no centro
do cordão em um passe único de alta penetração
Quando
grãos de lados opostos crescem juntos numa forma colunar, impurezas e
constituintes de baixo ponto de fusão podem ser empurrados na frente de
solidificação para formar uma linha fraca no centro da solda. Soldas em aços de
baixo carbono que porventura possam conter alto teor de enxofre podem se
comportar dessa forma, de modo que pode ocorrer fissuração no centro da solda.
Mesmo com teores normais de enxofre pode ainda existir a linha fraca no centro
da solda que pode se romper sob as deformações de soldagem, sendo por este
motivo que cordões de penetração muito profunda são normalmente evitados.
1.1. Trincas induzidas por hidrogênio
Esse
modo de fissuração acontece a temperaturas próximas da ambiente, sendo mais
comumente observada na zona termicamente afetada. O hidrogênio é introduzido na
poça de fusão através da umidade ou do hidrogênio contidos nos compostos dos
fluxos ou nas superfícies dos arames ou do metal de base, resultando em que a
poça de fusão e o cordão de solda já solidificado tornam-se um reservatório de
hidrogênio dissolvido. Numa poça de fusão de aço o hidrogênio se difunde do
cordão de solda para as regiões adjacentes da zona termicamente afetada que
foram reaquecidas suficientemente para formar austenita. À medida que a solda
se resfria a austenita se transforma e dificulta a difusão posterior do
hidrogênio. O hidrogênio retido nessa região adjacente ao cordão de solda pode
causar fissuração,
1.2. Porosidade
A
porosidade pode ocorrer de três modos. Primeiro, como resultado de reações
químicas na poça de fusão, isto é, se uma poça de fusão de aço for
inadequadamente desoxidada, os óxidos de ferro poderão reagir com o carbono
presente para liberar monóxido de carbono (CO). A porosidade pode ocorrer no
início do cordão de solda na soldagem manual com eletrodo revestido porque
nesse ponto a proteção não é totalmente efetiva. Segundo, pela expulsão de gás
de solução à medida que a solda solidifica, como acontece na soldagem de ligas
de alumínio quando o hidrogênio originado da umidade é absorvido pela poça e
mais tarde liberado. Terceiro, pelo aprisionamento de gases na base de poças de
fusão turbulentas na soldagem com gás de proteção, ou o gás evoluído durante a
soldagem do outro lado de uma junta em "T" numa chapa com tinta de
fundo. A maioria desses efeitos pode ser facilmente evitada, embora a
porosidade não seja um defeito excessivamente danoso às propriedades mecânicas,
exceto quando aflora à superfície. Quando isso acontece, pode favorecer a
formação de entalhes que poderão causar falha prematura por fadiga, por
exemplo.
1.3. Inclusões
Com processos que utilizam fluxo
é possível que algumas partículas desse fluxo sejam deixadas para trás,
formando inclusões no cordão de solda. É mais provável de as inclusões
ocorrerem entre passes subseqüentes ou entre o metal de solda e o chanfro do
metal de base. A causa mais comum é a limpeza inadequada entre passes agravada
por uma técnica de soldagem ruim, com cordões de solda sem concordância entre
si ou com o metal de base. Assim como na porosidade, inclusões isoladas não são
muito danosas às propriedades mecânicas, porém inclusões alinhadas em certas
posições críticas como, por exemplo, na direção transversal à tensão aplicada,
podem iniciar o processo de fratura. Há outras formas de inclusões que são mais
comuns em soldas de ligas não ferrosas ou de aços inoxidáveis do que em aços
estruturais. Inclusões de óxidos podem ser encontradas em soldas com gás de
proteção onde o gás foi inadequadamente escolhido ou inclusões de tungstênio na
soldagem GTAW (TIG) com correntes muito altas para o diâmetro do
eletrodo de tungstênio ou quando este toca a peça de trabalho.
1.4. Defeitos de cratera
Já foi mencionado que a
granulação no metal de solda é geralmente colunar. Esses grãos tendem a crescer
a partir dos grãos presentes nos contornos de fusão e crescem afastando-se da
interface entre o metal líquido e o metal de base na direção oposta ao escoamento
de calor. Um ponto fundido estacionário teria naturalmente um contorno
aproximado no formato circular, porém o movimento da fonte de calor produz um
contorno em forma de lágrima com a cauda na direção oposta ao movimento. Quanto
maior for a velocidade de soldagem, mais alongado será o formato da cauda. Se a
fonte de calor for repentinamente removida, a poça fundida solidifica com um
vazio que é denominado cratera. A cratera está sujeita a conter trincas de
solidificação na forma de estrela. As técnicas de soldagem ao final do cordão
de solda são desenvolvidas para corrigir esse fenômeno voltando o arco por
alguns momentos para preencher a poça de fusão ou até mesmo reduzindo
gradualmente a corrente enquanto se mantém o arco estático.
1.5. Falta de fusão e perfil do cordão
desfavorável
Esses são defeitos comuns fáceis
de se evitar. A causa pode ser uma corrente de soldagem muito baixa ou uma
velocidade de soldagem inadequada.
1.6.
A zona termicamente afetada (ZTA)
Nenhuma solda por fusão pode ser
realizada sem acumular um gradiente térmico no metal de base. A difusão de
calor para o metal de base é fortemente influenciada pela temperatura da poça
de fusão e pela velocidade de soldagem. Soldagem com alta potência e alta
velocidade reduz o gradiente térmico. Num ponto da ZTA logo além da borda da
poça de fusão a temperatura aumenta rapidamente a um nível próximo do da poça
de fusão e diminui rapidamente produzindo um efeito como o de têmpera. Em aços
essa região torna-se austenítica durante o aquecimento e pode conter o
constituinte duro conhecido como martensita
quando se resfria. Essa região desenvolve grãos grosseiros (região de crescimento de grão), porém
um pouco mais além, onde a temperatura não foi tão alta, entrando na faixa
acima da temperatura de transformação mas não atingindo a região austenítica, o
tamanho de grão é menor (região de
refino de grão). Mais além ainda, não há alteração no tamanho de grão,
mas o calor é suficiente para reduzir a dureza dessa região e eliminar até
certo ponto os efeitos de qualquer encruamento (região intercrítica). Efeitos metalúrgicos similares são também
observados na ZTA após cortes com aporte térmico. Em materiais endurecíveis por
solução sólida como ligas de alumínio, por exemplo, a região próxima à poça de
fusão torna-se efetivamente solubilizada por tratamento térmico e terá sua
dureza aumentada com o tempo ou com um tratamento térmico subseqüente a baixas
temperaturas, causando endurecimento por precipitação. Em materiais que não
sofrem transformação, como os aços, nem endurecem por solução sólida, como
ligas de alumínio tratáveis termicamente, os efeitos do calor são mais simples,
sendo aplicados principalmente para reduzir a dureza e para a eliminação
completa ou parcial do encruamento.
Raramente a condição de soldagem é
tão simples como foi descrita acima porque os metais de base são freqüentemente
imperfeitos quando observados detalhadamente, sendo também possível para a poça
de fusão introduzir hidrogênio na zona termicamente afetada. Esta é, portanto,
uma região potencial de defeitos e seu comportamento em um material qualquer é
um aspecto importante da consideração de soldabilidade. Soldabilidade, no
entanto, é uma propriedade do material que não pode ser definida precisamente
porque varia com o processo empregado e com a maneira como o processo é
utilizado. Materiais com soldabilidade ruim podem ser soldados
satisfatoriamente desde que seja tomado muito cuidado na seleção do consumível,
no controle da soldagem e na inspeção final. Isso freqüentemente significa
muitos testes antes da produção e naturalmente um aumento nos custos.
1.7.
Defeitos na ZTA
Alguns
dos defeitos que podem ocorrer na ZTA são:
ü
fissuração por hidrogênio (designada também por
fissuração sob cordão)
ü
decoesão lamelar
ü
trincas de reaquecimento
ü
fissuração por corrosão sob tensão
ü
trincas de liquação ou microfissuração
1.8.
Fissuração da ZTA por hidrogênio
Esse tipo de fissuração pode ocorrer
nos aços e resulta da presença de hidrogênio numa microestrutura temperada
suscetível à fissuração como a martensita, aliada à tensão aplicada.
Normalmente pouco pode ser feito sobre a tensão, embora seja conhecido que
juntas com aberturas excessivas sejam mais suscetíveis à fissuração. As medidas
práticas para evitar a fissuração dependem de reduzir o hidrogênio na poça de
fusão e evitar uma ZTA endurecida.
No Capítulo 5 foi descrito como a poça de fusão pode
fornecer uma fonte de hidrogênio que se difunda da fase austenítica para a ZTA.
Quando a região próxima à solda se resfria a mobilidade do hidrogênio diminui e
ele tende a permanecer onde puder causar fissuração (Figura 7.7). O nível de
hidrogênio é controlado por um tipo adequado de consumível de soldagem e pela
garantia de que ele esteja seco. Eletrodos rutílicos depositam metal de solda
com teor de hidrogênio maior que eletrodos básicos, que são os preferidos para
a soldagem de aços de alta resistência e também para juntas com espessura
superior a 25 mm. Quando se soldam aços altamente sensíveis ao hidrogênio
difusível pode ser empregado um eletrodo inoxidável austenítico já que esse
metal de solda não sofre transformação metalúrgica e resulta em um bom
recipiente para o hidrogênio. Para qualquer aço a dureza atingida na ZTA
depende diretamente da taxa de resfriamento e quanto maior a taxa de
resfriamento mais facilmente a estrutura pode trincar. Um importante fator
influenciando a taxa de resfriamento é a massa de material sendo soldada:
quanto
maior
a espessura da junta, maior a velocidade de resfriamento. O tipo de junta
também afeta a taxa de resfriamento pelo número de caminhos ao longo dos quais
o calor pode fluir. Numa junta de topo há dois caminhos. Por outro lado, numa
junta em ângulo há três caminhos, de tal modo que um cordão de solda de mesmo
tamanho nessa junta resfria-se mais rapidamente (Figura 7.8).

Figura 7.7. fisuração devido a
mobilidade do hidrogênio.

Figura 7.8. resfriamento numa
junta soldada.
O controle da microestrutura é
alcançado principalmente de duas maneiras.
Primeiro, escolhendo um aço que
tenha uma temperabilidade adequada. A temperabilidade de um aço é determinada
por seu teor de carbono e de outros elementos de liga como manganês, cromo,
molibdênio e vanádio, existindo várias equações para estimar o carbono
equivalente a partir da composição química de um aço.
Segundo, a microestrutura pode ser
controlada reduzindo-se a taxa de resfriamento que, para qualquer tipo de
junta, pode ser conseguido de duas maneiras:
ü
elevando o aporte térmico pelo aumento do
tamanho do cordão de solda e/ou reduzindo a velocidade de soldagem. Em termos
de soldagem ao arco elétrico, isso significa empregar eletrodos de diâmetro
maior; ou
ü
empregando pré-aquecimento. A fissuração
induzida por hidrogênio ocorre apenas a temperaturas em torno da temperatura
ambiente, de modo que, se for realizado um pós-aquecimento (manutenção da
temperatura após a soldagem) por um tempo dependente da espessura do aço,
haverá a difusão do hidrogênio para fora da região da solda antes que a
fissuração possa acontecer.
Um carbono equivalente menor que
0,40% indica que o aço apresenta boa soldabilidade, porém valores acima desse
podem tornar necessárias algumas precauções adicionais com o pré-aquecimento ou
com o aporte térmico. Como o pré-aquecimento é caro e difícil de ser empregado,
pode ser evitado quando se aplicam eletrodos básicos em vez de rutílicos ou, em
casos extremos, aplicando-se eletrodos austeníticos.
Tomando-se cuidado, a fissuração na
ZTA pode ser evitada, mas é um defeito difícil de ser notado, particularmente
em juntas em ângulo, onde pode aparecer na garganta da junta, que é uma área
sujeita a concentração de tensões. Como uma alta taxa de resfriamento é um
grande agente contribuinte para a fissuração por hidrogênio, pequenos cordões
de solda como pontos de solda (ou mesmo aberturas involuntárias de arco) são
sítios potenciais para a ocorrência desse fenômeno, devendo ser tratados com o
mesmo cuidado que a solda principal ou definitiva.
1.1.
Decoesão lamelar
Esse defeito ocorre em chapas
grossas como resultado de imperfeições no metal de base acentuadas pelas
deformações de soldagem e projeto de junta inadequado. Chapas de aço são
provavelmente afetadas devido as suas pobres propriedades ao longo da espessura
provenientes de regiões finas de inclusões não metálicas dispostas em camadas
paralelas à superfície. Essas são abertas pelas deformações de soldagem, formam
trincas próximas à ZTA e se propagam na forma de degraus (Figura 7.9). A
condição é agravada pela presença de até mesmo pequenas quantidades de
hidrogênio. Se existir a suspeita de que o aço possa ser suscetível à decoesão
lamelar, as juntas devem ser projetadas para evitar ao máximo a contração que
ocorre na direção da espessura, isto é, evitando juntas cruciformes ou cordões
espessos e empregando eletrodos básicos adequadamente ressecados. Almofadar
para proteger áreas sensíveis é útil antes da solda definitiva ou durante a
própria soldagem que seria, na realidade, uma seqüência de passes controlada
(Figura 7.10). É melhor, contudo, estimar o risco de decoesão lamelar antes que
a solda comece e, se necessário, pedir a chapa de aço com propriedades
apropriadas na direção da espessura.

Figura 7.9.
propagação em forma de degrau na ZTA.

Figura 7.10.
seqüência de cordões de solda para evitar a formação de trincas.
1.1.
Trincas de reaquecimento
Esse fenômeno pode acontecer em
alguns aços de baixa liga nos contornos de grão, normalmente na região de
granulação grosseira da ZTA, após a solda ter entrado em serviço a altas
temperaturas ou ter sido tratada termicamente. As causas reais para esse
fenômeno são complexas e não estão completamente entendidas, mas o mecanismo
pode envolver endurecimento no interior dos grãos pelos formadores de
carbonetos como cromo, molibdênio e vanádio, concentrando a deformação nos
contornos de grão que, se contiverem impurezas
como
enxofre, fósforo, estanho, antimônio e arsênio, poderá haver colapso nessas
regiões.
1.2.
Fissuração por corrosão sob tensão
É uma forma de fissuração que pode
ocorrer em muitos materiais e está usualmente associada à presença de um meio
corrosivo como, por exemplo, sulfeto de hidrogênio (H2S), podendo atacar a
região endurecida da ZTA em tubulações de aço. Por isso é especificada muitas
vezes uma dureza máxima. Precauções gerais contra a corrosão sob tensão incluem
a seleção cuidadosa do metal de base e de um tratamento pós-soldagem adequado
para reduzir as tensões e colocar a ZTA em sua condição microestrutural mais
adequada.
1.3.
Trincas de liquação
Outros possíveis defeitos na ZTA
incluem trincas de liquação causadas pela fusão de constituintes de baixo ponto
de fusão presentes nos contornos de grão, resultando em microtrincas que podem
posteriormente
formar sítios de propagação de trincas maiores.
Comentários
Postar um comentário