Questionário Completo Sobre Conformação com Referências
1. Defina
Deformação plástica e elástica e qual a importância de cada uma no processo de
conformação.
Deformação elástica não
é permanente, o que significa que quando uma carga é aplicada e liberada a peça
retorna à sua forma original. (CALLISTER, WILLIAN Pag.175( 2000))
Para a maioria dos matérias metálicos, a deformação
plástica persiste apenas até a deformação de aproximadamente 0,005. À medida
que o material é deformado além desse ponto, atenção não é proporcional à
deformação e ocorre de deformação permanente e não recuperável, ou deformação
plástica. (CALLISTER, WILLIAN Pag.179 ( 2000))
·
deformação elástica – é aquela em que removidos os
esforços atuando sobre o corpo, ele volta a sua forma original
·
deformação plástica – é aquela em que removidos os esforços, não
há recuperação da forma original.
http://www.cimm.com.br/portal/material_didatico/6521-comportamento-elastico-e-plastico-dos-materiais#.VwFQwvkrLIU
Callister,
Jr.(William D.). Fundamentos
Da Ciência E Engenharia de Materiais: Uma Abordagem Integrada , pag. 175 e 179 Grupo Gen-LTC,
2000.
2. Explique o fenômeno do encruamento como isso
ocorre no processo de conformação.
O
trabalho a frio é acompanhado do encruamento (inglês "strain hardening")
do metal, que é ocasionado pela interação das discordâncias entre si e com
outras barreiras – tais como contornos de grão – que impedem o seu movimento
através da rede cristalina. (http://www.cimm.com.br/portal/material_didatico/6469-aspectos-de-temperatura-na-conformacao#.VwFQ9vkrLIU)
o encruamento se dá por
meio de uma severa deformação plástica do metal a “frio" 1 . Esta
deformação aumenta a quantidade (densidade) de discordâncias presentes,
desordenando a estrutura cristalina, aumentando a resistência e diminuindo a
ductilidade do metal. (http://cursos.unisanta.br/mecanica/ciclo8/Capitulo2-parte1.pdf)
3. Defina
o que é conformação mecânica.
As
operações de conformação são aquelas nas quais a forma de uma peça metálica é
alterado por deformação plástica. (CALLISTER, WILLIAN Pag.519 ( 2000))
Os
processos de conformação mecânica são processos de fabricação que empregam a
deformação plástica de um corpo metálico, mantendo sua massa e integridade.
(http://www.dalmolim.com.br/educacao/materiais/biblimat/siderurgia3.pdf).
4. O
que é conformabilidade e como ela pode ser medida?
O
conceito de conformabilidade plástica
está intimamente relacionado à capacidade de promover-se a modificação da forma
de um material metálico sem acarretar defeitos que inviabilizem seu uso. Assim,
geralmente, associa-se o termo conformabilidade a condições limites de
deformação nas quais o material mantém-se íntegro. (BRESCIANI, BRESCIANI,
capítulo 7, Parte 2, DIETER, ítens 5.10 e 20.7, SEMIATIN e JONAS (1.984),
DIETER (1.984) e DIETER (1.988)).
A conformabilidade é proporcional da ductilidade de um
matéria. Desta forma, pode-se dizer que se um material é mais dúctil, ele é
mais conformável. Logo, é possível dizer que conformabilidade é a capacidade do
material de se deformar plasticamente antes da sua ruptura ou seja ter
ductilidade. Sua importância é dada no emprego de processos de fabricação que
através da conformação do material, o torna útil para uma nova aplicação,
A conformabilidade de um material pode ser
medida através de ensaios mecânicos, ensaio de dureza e de embutimento. Nos
ensaios mecânicos, ou seja, de tração, compressão e flexão, através da analise
da curva tensão versus deformação ou mesmo através do alongamento ou estricção
do corpo de prova.
(http://moodle.joinville.ifsc.edu.br/~anael.krelling/Tecnologia%20em%20Mecatr%C3%B4nica/PFB64/2%20-%20Conformacao_Mecanica.pdf)
5. Quais
os fatores que podem afetar a conformabilidade dos aços?
A
análise dos fatores de influência sobre a conformabilidade tais como o tipo de
processo empregado (relacionado com o estado de tensão presente), a
temperatura, o grau e a taxa de deformação
utilizados, será feita relacionando-se esses fatores com os resultados obtidos
a partir de ensaios convencionais (tração, compressão, torção) e de ensaios de
fabricação (estiramento, embutimento).
6. O
que é tenacidade e ductilidade e através de que ensaios podem ser medidos?
A
ductilidade é uma medida do grau de deformação plástica que foi suportado até a
da fratura. Um metal que apresenta deformação plástica muito pequena ou nenhuma
até a fratura. Ensaio de Tração. .
(CALLISTER, WILLIAN Pag.183 ( 2000))
A
Tenacidade é um termo mecânico que pode ser usado sob vários contexto, em um
deles, tenacidade (ou mais especificamente, a tenacidade a fratura) é uma
propriedade indicativa da resistência de um material à fratura quando uma
trinca está presente. Uma vez que é praticamente impossível fabricar materiais
totalmente isentos de defeitos, a tenacidade à fratura é um ponto importante a
ser considerado para todos os materiais estruturais.
A
tenacidade é como a habilidade de um material absorver energia e deformar-se
plasticamente antes de fraturar. Ensaio de Tração. (CALLISTER, WILLIAN Pag. 186 ( 2000))
7. Defina
fadiga do aço.
Fadiga
é uma forma de falha que ocorre em estruturas sujeitas a tensões dinâmicas e
oscilantes. Sob essas circunstâncias, é possível a ocorrência de uma falha em
um nível de tensão consideravelmente inferior ao limite de resistência à tração
ou ao limite de escoamento para uma carga estática. (CALLISTER, WILLIAN Pag.
285 ( 2000)).
Fadiga
é um tipo de falha mecânica, causada primariamente pela aplicação
repetida de carregamentos (tensões ou deformações) variáveis, sendo
caracterizada pela geração e propagação lenta e gradual de trincas que
levam à ruptura e ao colapso súbito do componente.
(http:\\www.fem.unicamp.br\~comet).
8. Quais
as diferenças das propriedades entre um material conformado a quente e a frio.
Conformação
a quente é quando a deformação é obtida em uma temperatura acima daquela na
qual ocorre a recristalização, o processo é denominado trabalho a quente.
(CALLISTER, WILLIAN Pag. 520 ( 2000))
Conformação
a frio produz um aumento na resistência com uma consequente diminuição na
ductilidade, uma vez que o material encrua; as vantagens em relação ao trabalho
a quente incluem melhor qualidade do acabamento da superfície. (CALLISTER,
WILLIAN Pag. 520 ( 2000)).
Conformar um material a frio significa conformá-lo abaixo da
temperatura de recristalização. Essa deformação torna o metal mais duro e menos
dúctil; com isso mais energia será necessária para a deformação e aumentarão as
possibilidades de rupturas durante o processo. Conformar um material a quente,
por sua vez, significa conformá-lo acima da temperatura de recristalização. O
trabalho a quente também requer menor energia para a deformação do material,
propicia o escoamento plástico sem o surgimento de trincas, diminui a
heterogeneidade da estrutura, elimina bolhas de gás e porosidades e aumenta a
ductilidade e a tenacidade do material.
(http://www.ebah.com.br/content/ABAAAAGwAAI/questionario-pfa-parte-conformacao).
9. Qual
a relação entre tensão e deformação quando se dá a deformação do aço.
Se
uma carga é estática ou se varia de maneira relativamente lenta ao longo do
tempo e é aplicada uniformemente sobre uma seção transversal ou uma superfície
de um elemento, o comportamento mecânico pode ser avaliado por um simples ensaio
de tensão deformação. O grau no qual uma estrutura se deforma ou se alonga
depende da magnitude da tensão imposta. Para a maioria dos metais submetidos a
uma tensão de tração em níveis relativamente baixos, atenção e a deformação são
proporcionais entre si. (CALLISTER, WILLIAN Pag. 175 ( 2000)).
10. Quais as vantagens e desvantagens de se
efetuar conformação a quente de metais.
Nas
operações de trabalho a quente são possíveis grandes deformações, que podem ser
repetidas sucessivamente, pois o metal permanece dúctil e com baixa dureza.
Além disso a energia necessária para a deformação é menor do que no trabalho a
frio. Contudo, a maioria dos metais apresenta alguma oxidação de sua
superfície, que resulta em perda de material e em um pobre acabamento final da
superfície. (CALLISTER, WILLIAN Pag. 520
( 2000)).
Vantagens:
·
menor
energia requerida para deformar o metal, já que a tensão de escoamento decresce
com o aumento da temperatura;
·
aumento
da capacidade do material para escoar sem se romper (ductilidade);
·
homogeneização
química das estruturas brutas de fusão (e.g., eliminação de segregações) em
virtude da rápida difusão atômica interna;
·
eliminação
de bolhas e poros por caldeamento;
·
eliminação
e refino da granulação grosseira e colunar do material fundido, proporcionado
grãos menores, recristalizados e equiaxiais;
·
aumento
da tenacidade e ductilidade do material trabalhado em relação ao bruto de
fusão.
Desvantagens:
·
necessidade
de equipamentos especiais (fornos, manipuladores, etc.) e gasto de energia para
aquecimento das peças;
·
reações
do metal com a atmosfera do forno, levando as perdas de material por oxidação e
outros problemas relacionados (p.ex., no caso dos aços, ocorre também
descarbonetação superficial; metais reativos como o titânio ficam severamente
fragilizados pelo oxigênio e tem de ser trabalhados em atmosfera inerte ou
protegidos do ar por uma barreira adequada);
·
formação
de óxidos, prejudiciais para o acabamento superficial;
·
desgaste
das ferramentas é maior e a lubrificação é difícil;
·
necessidade
de grandes tolerâncias dimensionais por causa de expansão e contração térmicas;
·
estrutura
e propriedades do produto resultam menos uniformes do que em caso de TF seguido
de recozimento, pois a deformação sempre maior nas camadas superficiais produz
nas mesmas uma granulação recristalizada mais fina, enquanto que as camadas
centrais, menos deformadas e sujeitas a um resfriamento mais lento, apresentam
crescimento de grãos.
(http://www.cimm.com.br/portal/material_didatico/6472-trabalho-a-quente#.VwGcUvkrLIU)
11. Quais as vantagens e desvantagens de se
efetuar a conformação a frio de metais.
Nas
operações de trabalho a frio produz um aumento na resistência com uma
consequente diminuição na ductilidade. As vantagens em relação ao trabalho a
quente incluem melhor qualidade do acabamento da superfície, melhores
propriedades mecânicas. (CALLISTER, WILLIAN Pag. 520 ( 2000)).
Trabalho a frio (abaixo da temperatura de recristalização):
O trabalho a frio ,ao contrário do trabalho a quente, é feito em condições onde não ocorre a recristalização do material, temperatura ambiente ou levemente aquecido, ele é acompanhado pelo encruamento, possui precisão nas dimensões da peça, os equipamentos utilizados são robustos.
Como o trabalho a quente, o trabalho a frio também tem desvantagens, é preciso fazer maior esforço mecânico, a tenacidade da peça é menor, pode causar deformação superficial na peça e anomalias. Porém a qualidade dos produtos conformados pelo trabalho a frio e a precisão da dimensão são maiores do que nos conformados no trabalho a quente. (http://www.trabalhosfeitos.com/ensaios/Trabalho-De-Materias/71777614.html)
O trabalho a frio ,ao contrário do trabalho a quente, é feito em condições onde não ocorre a recristalização do material, temperatura ambiente ou levemente aquecido, ele é acompanhado pelo encruamento, possui precisão nas dimensões da peça, os equipamentos utilizados são robustos.
Como o trabalho a quente, o trabalho a frio também tem desvantagens, é preciso fazer maior esforço mecânico, a tenacidade da peça é menor, pode causar deformação superficial na peça e anomalias. Porém a qualidade dos produtos conformados pelo trabalho a frio e a precisão da dimensão são maiores do que nos conformados no trabalho a quente. (http://www.trabalhosfeitos.com/ensaios/Trabalho-De-Materias/71777614.html)
12. Defina
o processo de laminação de metais.
A
laminação, o processo de deformação mais amplamente utilizado, consiste em se
passar uma peça metálica entre dois cilindros; um redução na espessura resulta
das tensões de compressão exercidas pelos cilindros. (CALLISTER, WILLIAN Pag.
521 ( 2000))
Processo de conformação mecânica que consiste em modificar a
seção transversal de um metal na forma de barra, lingote, placa, fio, tira,
etc., pela sua passagem entre dois cilindros paralelos girando em sentidos
opostos, com a mesma velocidade inicial. Podem apresentar geratriz retilínea
(laminação de produtos planos) ou canais entalhados em diferentes formatos
(laminação de produtos não planos). Evidentemente, a distância entre os dois
cilindros deve ser menor que a espessura inicial da peça metálica. O material,
desta forma, é estirado, tendo o seu comprimento aumentado.
(http://www.cimm.com.br/portal/verbetes/exibir/582-laminacao)
13. Quais
os principais tipos de laminadores e descreva suas aplicações.
A laminação a frio pode
ser considerada na produção de chapas, tiras
e folhas com elevada qualidade de acabamento superficial. Formas
circulares, assim como vigas “ I “ e trilhos de trem são fabricados usando
cilindros com ranhuras. (CALLISTER, WILLIAN Pag. 521 ( 2000)).
Tipos de Laminadores –
Duo. O mais simples, é constituído por dois cilindros de eixo horizontais,
colocados verticalmente um sobre o outro.
Pode ser reversível ou não. Nos
duos não reversíveis, o sentido do giro dos cilindros não pode ser invertido e
o material só pode ser laminado em um sentido.
Nos reversíveis, a inversão da rotação dos cilindros permite que a
laminação ocorra nos dois sentidos de passagem entre os rolos. Tipos de
Laminadores – Trio: No laminador trio, os cilindros sempre giram no mesmo
sentido. Porém, o material pode ser laminado nos dois sentidos, passando-o
alternadamente entre o cilindro superior e o intermediário e entre o
intermediário e o inferior. Tipos de Laminadores – Quádruo: A medida que se
laminam materiais cada vez mais finos, há interesse em utilizar cilindros de
trabalho de pequeno diâmetro. Estes cilindros podem fletir, e devem ser
apoiados por cilindros de encosto. Este tipo de laminador denomina-se quádruo,
podendo ser reversível ou não. (http://www.joinville.ifsc.edu.br/~valterv/Tecnologia_de_Fabricacao/Aula%205%20_%20Lamina%C3%A7%C3%A3o.pdf).
14. Qual
o efeito do tamanho do cilindro sobre o processo de laminação.
De acordo com Dieter o diâmetro dos cilindros é uma
importante variável no processo de laminação. Quanto maior o cilindro, maior
será a forca de atrito entre eles e também a peca. Desta forma, os cilindros
sofrerão maior desgaste e a peca também será “mais laminada”.
(http://www.ebah.com.br/content/ABAAAAha0AH/pfa-questionario-1a-parte?part=2).
15. Quais
as principais características e aplicações das chapas laminadas a frio?
Aplicações. Alta resistência mecânica, alta dureza,
conseqüentemente alta resistência ao desgaste, reduz a ductibilidade e tamanho
de grão. ((CALLISTER, WILLIAN ( 2000)).
16. Quais
as principais características e aplicações das chapas laminadas a quente?
Aplicação.
Alta ductibilidade, alta conformabilidade, baixa resistência mecânica e baixo
acumulo de tensões.
17. Como
se forma, como são removidas e porque é importante eliminar as carepas?
A carepa
ocorre devido à oxidação ocorridas nas peças, devido às reações químicas
sofridas nas superfícies. Para poder removê-las, os perfis passam num laminador
com jato de água p/ limpeza, o laminador serve p/ quebrarem as carepas e o jato
d’água. (http://www.cimm.com.br/portal/noticia/exibir_noticia/7355-fabricacao-de-tubos-industriais).
O
aquecimento do aço carbono a temperaturas situadas entre 575 C e 1370 C provoca
a formação de uma camada de óxidos denominada carepa de laminação Esta película
é formada por três camadas de óxidos sobrepostas: wustita (FeO), magnetita (Fe
O ) e hematita (Fe O ). Escovação e
Raspagem, Tamboreamento, Jato abrasivo, Esferas de aço, Limpeza Úmida. (http://www.cimm.com.br/portal/material_didatico/6312decapagemmecanica#.VwGkLfkrLIU)
Os tubos sem costura são fabricados por três tipos de
processos industriais - laminação (para os de grandes diâmetros), extrusão
(para aqueles com pequenos diâmetros) e processo de fundição. (CALLISTER,
WILLIAN ( 2000)).
O
processo de produção por tubo penetrante rotativo (“Rotary tube piercing”), também
conhecido como processo Mannesmann, consiste da fabricação de tubos sem costura
longos e de paredes espessas por meio da deformação a quente dos mesmos; dentre
os materiais constituintes desses tubos, menciona-se aços, alumínio, bronze,
cobre e outros. Ao ser submetido a tensões cíclicas de compressão, uma barra
arredondada começa a desenvolver, no centro da sua seção transversal, uma
cavidade – é justamente tal aspecto que é explorado na confecção dos tubos.
Assim, no processo, o tubo é submetido a tais tensões e aquecido a fim de
diminuir o limite de escoamento e facilitar a deformação; em seguida, com o
auxílio de rolos posicionados de forma oblíqua, é rotacionado e empurrado
contra um mandril graças à componente axial presente no movimento dos rolos. (
file:///C:/Users/Bruno/Downloads/texto_-_tubos_com_e_sem_costura_-_pmt2404.pdf).
19. Em
que consiste o processo de forjamento.
O
forjamento consiste no trabalho mecânico ou na deformação de uma única peça de
metal normalmente quente: isso poder obtido peça aplicação de golpes sucessivos
ou por compressões continuas. O forjamento é classificado como de matriz
fechado ou de matriz aberta. (CALLISTER, WILLIAN Pag. 520 ( 2000)).
Operação
de conformação mecânica para dar forma aos metais através de martelamento ou
esforço de compressão (prensagem), tendendo a fazer o material assumir o
contorno da ferramenta conformadora, chamada matriz ou estampo.
(http://sistemas.eel.usp.br/docentes/arquivos/5840793/LOM3079/A2PIM.pdf)
20)
Quais as etapas do processo de forjamento em matriz?
R1: Sequência de trabalho no forjamento em matriz
A sequência neste caso será:
•
corte do material
•
preparação da seção transversal (geralmente forjamento livre)
•
prensagem.
O número de operações intermediárias
dependerá da complexidade da peça.
R2 : Etapas de
Forjamento:
- Corte;
- Aquecimento;
- Forjamento
livre e forjamento em matriz;
- Rebarbação;
- Tratamento
térmico.
ftp://ftp.cefetes.br/cursos/EngenhariaMetalurgica/Marcelolucas/Disciplinas/Conformacao/Forjamento/Apres_Forjamento.pdf
R3 :
1. Corte do blank, ou
seja, do pedaço de metal em barra no tamanho necessário.
2. Aquecimento –
realizado em fornos.
3. Forjamento
intermediário, realizado somente quando é difícil a conformação em uma única
etapa.
5. Tratamento térmico –
para a remoção das tensões, homogeneização da estrutura, melhoria da
usinabilidade e das propriedades mecânicas.
https://professormarciogomes.files.wordpress.com/2008/09/aulas-6-e-7-forjamento.pdf
21)
Quais são os equipamentos utilizados no processo de forjamento?
EQUIPAMENTOS DE FORJA
•
MARTELOS:
–Martelos de bigorna:
•Queda livre;
•Queda acelerada (duplo
efeito);
–Martelos de
contragolpe:
•Verticais;
•Horizontais;
•PRENSAS
–Hidráulicas:
–Mecânicas:
•Verticais:
›Excêntrico
(rebarbação);
›Manivela;
›Fricção;
•Horizontais:
›Recalcadoras
horizontais
R3 : Martelos e Prensas
Usam-se duas classes
básicas de equipamentos para a operação de forja:
o martelo: que aplica
golpes de impacto rápidos sobre a
superfície do metal;
e as prensas: que
submetem o metal a uma força compressiva aplicada relativamente de uma forma
lenta.
http://sistemas.eel.usp.br/docentes/arquivos/5840793/LOM3004/Aula4CM.pdf
22)
Quais as características do forjamento por martelamento?
Características
•Energia dissipada
⇒perto
da superfície da peça
•Deformações maiores
perto da superfície
•Normalmente o ângulo
de saída é maior
•Várias pancadas para
produzir a peça
•Devido ao impacto é
necessário matrizes especiais de
elevado custo
http://sistemas.eel.usp.br/docentes/arquivos/5840793/LOM3004/Aula4CM.pdf
Forjamento
é realizado por martelamento sobre uma única peça de metal. Uma força é
aplicada sobre 2 metadades de matriz tendo a forma
acabada de tal forma o metal é deformado na
cavidade entre as 2 referidas metades de matriz.
Peças forjadas têm estruturas de grão que se destacam e a melhor combinação de propriedades mecânicas.
Chaves de boca, rodas de trens e e virabrequins de
automotivos são artigos típicos conformados usando esta técnica.
Callister, William. Ciência
E Engenharia de Materiais: Uma Introdução .
Grupo Gen-LTC, 2000. Pag 181.
23)
Quais as cinco etapas principais do forjamento de uma peça simples?
R2: 1. Corte do blank,
ou seja, do pedaço de metal em barra no tamanho necessário.
2. Aquecimento –
realizado em fornos.
3. Forjamento
intermediário, realizado somente quando é difícil a conformação em uma única
etapa.
4. Forjamento final –
feito em matriz, já com as dimensões finais da peça.
5. Tratamento térmico –
para a remoção das tensões, homogeneização da estrutura, melhoria da
usinabilidade e das propriedades mecânicas.
https://professormarciogomes.files.wordpress.com/2008/09/aulas-6-e-7-forjamento.pdf
24)
Quais os tratamentos térmicos aplicados após o forjamento?
Dependendo da aplicação de uma
peça forjada, suas propriedades mecânicas podem ser melhoradas por um
tratamento térmico, anterior ou posterior à operação de forjamento.
Pré-aquecimento:É feito para
prevenir fratura ou distorção do material. Isto é feito colocando-se o material
em uma serie de fornos que irão aumentando gradativamente a temperatura desse
material.
Recozimento:Este processo
deve anteceder o forjamento para que o material se torne menos quebradiço, ou
mais maleável e dúctil, e também reduzir as tensões internas. Este tratamento é
feito aquecendo-se o aço acima da zona critica e deixá-lo resfriar lentamente.
Normalização:É feito para
melhorar a estrutura cristalina do aço, obtendo assim melhores propriedades
mecânicas. É feito aquecendo-se o material acima da zona critica e deixando-o
resfriar ao ar. Isto permite um refinamento no tamanho do grão.
Endurecimento: Pode ser realizado após o processo de
forjamento, por um tratamento de tempera, aquecendo-se o material vagarosamente
até a zona critica, para que haja uma transformação uniforme na estrutura do
aço, e então e resfriando-o rapidamente em um tanque com água ou óleo.
25)
Quais os defeitos que podem aparecer em peças forjadas?
Os produtos forjados também apresentam defeitos
típicos. Eles são:
·
Falta de redução – caracteriza-se pela
penetração incompleta do metal na cavidade da ferramenta. Isso altera o formato
da peça e acontece quando são usados golpes rápidos e leves do martelo.
·
Trincas superficiais – causadas por trabalho
excessivo na periferia da peça em temperatura baixa, ou por alguma fragilidade
a quente.
·
Trincas nas rebarbas – causadas pela presença de
impurezas nos metais ou porque as rebarbas são pequenas. Elas se iniciam nas
rebarbas e podem penetrar na peça durante a operação de rebarbação.
·
Trincas internas – originam-se no interior da
peça, como conseqüência de tensões originadas por grandes deformações.
·
Gotas frias – são descontinuidades originadas
pela dobra de superfícies, sem a ocorrência de soldagem. Elas são causadas por
fluxos anormais de material quente dentro das matrizes, incrustações de rebarbas,
colocação inadequada do material na matriz.
·
Incrustações de óxidos – causadas pela camada de
óxidos que se formam durante o aquecimento. Essas incrustações normalmente se
desprendem, mas, ocasionalmente, podem ficar presas nas peças.
·
Descarbonetação – caracteriza-se pela perda de
carbono na superfície do aço, causada pelo aquecimento do metal.
·
Queima – gases oxidantes penetram nos limites
dos contornos dos grãos, formando películas de óxidos. Ela é causada pelo
aquecimento próximo ao ponto de fusão.
26)
Explique o processo operacional do processo de trefilação.
A trefilação é um processo de conformação
plástica que se realiza pela operação de conduzir um fio (ou barra ou tubo)
através de uma ferramenta (fieira), que contém um furo em seu centro, por onde
passa o fio. Esse furo tem o diâmetro decrescente, e apresenta um perfil na
forma de funil curvo ou cônico.
A passagem do fio pela fieira provoca a
redução de sua secção e, como a operação é comumente realizada a frio, ocorre o
encruamento com alteração das propriedades mecânicas do material do fio. Esta
alteração se dá no sentido da redução da ductilidade e aumento da resistência
mecânica. Portanto, o processo de trefilação comumente é um trabalho de
deformação mecânica realizado a frio, isto é, a uma temperatura de trabalho
abaixo da temperatura de recristalização (o que não elimina o encruamento) e
tem por objetivo obter fios (ou barras ou tubos) de diâmetros menores e com
propriedades mecânicas controladas.
A trefilação é um processo mecânico a frio, que consiste na passagem de uma
barra, perfil, tubo ou fio, por uma matriz (fieira), por meio de uma força de
tração, conformando o diâmetro inicial, para o diâmetro final desejado,
conferindo-lhe melhor precisão dimensional, melhor qualidade superficial e
melhores propriedades mecânicas.
http://www.acotubo.com.br/br/index.php/produtos/trefilados-e-pecas/processo-de-trefilacao/
27)
Faça uma comparação entre uma barra de aço laminado com uma barra de aço
trefilado.
O tarugo do material a laminar é deformado plasticamente por cilindros
laminadores através da aplicação de esforços de compressão. A seção transversal
do produto laminado é definida pelo perfil dos cilindros laminadores e é
alcançada por um número sucessivo de passes que é tão maior quando mais
complexa for a forma desejada e maior for a resistência do material a laminar.
O comprimento do produto laminado é praticamente ilimitado dependendo apenas
das dimensões das instalações onde ocorrer o processo.
O
processo de trefilação ocorre pelo tração do produto através da matriz, sendo
normalmente realizado a frio, com sucessivos passes que provocam pequenas
reduções de seção transversal. Tais características fazem com que esse processo
seja indicado para a produção de fios, arames e fios-máquina de materiais como
o aço, ligas de alumínio, cobre e materiais nobres. Outra aplicação do processo
refere-se à obtenção de barras de diversos perfis com comprimentos limitados às
dimensões das instalações. Como característica peculiar, tais barras apresentam
elevada qualidade em termos de forma de sua seção transversal, de duas
dimensões e acabamento superficial, garantida pela rigidez do equipamento
utilizado e pelas características de construção das matrizes e da qualidade dos
materiais nelas empregados.
R2:
Trefilação é um processo que consiste em puxar o metal através de uma matriz
(denominada fieira) por meio de uma força de tração a ele aplicada na saída da
matriz. Podem ser produzidos assim tubos, vergalhões, arames e fios
(AL-QURESHI, 1996). Dentre as vantagens da trefilação em tubos de aço, podem-se
citar: • Excelente acabamento superficial; • Grande precisão dimensional; •
Aumento das propriedades mecânicas como limite de escoamento, limite de
resistência e dureza, com decréscimo do alongamento.
Laminação. A maioria dos lingotes é
reaquecida a uma temperatura alta (inferior à temperatura de fusão de todos os
constituintes do aço), e mantidos nesse patamar para uniformizar o aquecimento.
Os lingotes reaquecidos são então laminados a quente ou forjados até a sua
forma desejada. Continuamente, aço derretido pode ser fundido (incorporado) à
forma forjada semi-acabada. Na laminação a quente, é necessário que o aço seja
aquecido a uma temperatura em que o ferro esteja na forma de austenita,
tipicamente acima de 1200 ºC (GUTHRIE e JONAS, 2000). Isso permite que sejam
realizadas grandes reduções (de 250 mm para 2 mm, por exemplo), pois o aço se
torna muito maleável e plástico. O trabalho a quente deve ser finalizado a uma
temperatura levemente acima da temperatura de recristalização, de forma que um
tamanho de grão reduzido seja obtido logo antes do resfriamento ocorrer.
28)
Qual a importância e como é feita a lubrificação durante a trefilação?
O fenômeno de atrito é muito importante no
processo de trefilação devido ao movimento relativo entre o fio e a fieira. „ A
lubrificação na trefilação tem a finalidade de criar uma película contínua de
fluido lubrificante. ƒ O calor gerado pelo atrito será controlado pela ação
refrigerante do fluido lubrificante. É feita por aspersão ou imersão dos anéis
no fluído. „ Importante no processo uma vez que o atrito pode causar desgaste
na ferramenta e aparecimento e defeitos superficiais no fio. „ O lubrificante
age também como agente refrigerante, reduzindo o desgaste da fieira e
melhorando o acabamento do fio. As máquinas de trefilar são classificadas de
acordo com o sistema de lubrificação em: =>Máquinas com sistema de imersão:
A fieira e os anéis permanecem imersos no líquido refrigerante e lubrificante.
=>Máquinas com sistema de aspersão: A fieira recebe um jato de líquido
refrigerante e lubrificante. ftp://ftp.cefetes.br/Cursos/EngenhariaMetalurgica/Marcelolucas/Disciplinas/Conformacao/Trefilacao/apres_Trefilacao.pdf
29)
Explique a diferença entre o processo de trefilação com o processo de extrusão.
R1:
Extrusão é um processo de conformação plástica através do qual é reduzida ou
modificada a seção transversal de um corpo metálico, metálico, através através
da aplicação aplicação de altas tensões tensões de compressão.
Geralmente
o processo de extrusão é realizado a quente (temperatura acima da temperatura
de recristalização) e por isso, a passagem passagem do tarugo (ou lingote)
lingote) pela ferramenta (com furo de seção menor que a do tarugo), provoca a
deformação plástica, porém não acarreta o efeito de encruamento.
A
trefilação é um processo de conformação plástica que se realiza pela operação
de condução de um fio (ou barra ou tubo) através de uma ferramenta ferramenta
denominada denominada de fieira, fieira, de formato externo cilíndrico e que contém
um furo em seu centro, por onde passa o fio. Esse furo com diâmetro decrescente
apresenta um perfil na forma de funil curvo ou cônico. A passagem do fio pela
fieira provoca redução de sua seção e, como a operação é normalmente realizada
a frio (temperatura abaixo da temperatura de recristalização), ocorre o
encruamento com a alteração das propriedades mecânicas do material do fio (no
sentido de encruamento com a alteração das propriedades mecânicas do material
do fio (no sentido de redução da ductilidade e aumento da resistência
mecânica). Desta forma, o processo de trefilação tem por objetivo a obtenção de
fios (ou barras ou tubos) de diâmetros menores e com propriedades mecânicas
controladas.
https://kaiohdutra.files.wordpress.com/2012/10/aula-3-extrusc3a3o-e-trefilac3a7c3a3o.pdf
R2:
Extrusão é um processo de conformação no qual o material é forçado através de
uma matriz, de forma similar ao aperto de um tubo de pasta de dentes.
Praticamente qualquer forma de seção transversal vazada ou cheia pode ser
produzida por extrusão. Como a geometria da matriz permanece inalterada, os
produtos extrudados têm seção transversal constante. Dependo da ductilidade do
material a extrudar, o processo pode ser feito a frio ou a quente. Cada tarugo
1 é extrudado individualmente, caracterizando a extrusão como um processo
semicontínuo. O produto é essencialmente uma peça semi-acabada. A extrusão pode
ser combinada com operações de forjamento, sendo neste caso denominada extrusão
fria.
A trefilação é uma operação em que a
matéria-prima é puxada contra uma matriz (chamada fieira ou trefila) em forma
de funil por meio de uma força de tração aplicada do lado de saída da matriz. O
escoamento plástico é produzido principalmente pelas forças compressivas
provenientes da reação da matriz sobre o material. Normalmente realiza-se a
operação a frio.
CETLIN,
P. R.; HELMAN, H. Fundamentos da Conformação. São Paulo: Artliber Editora,
2005.
30)
Em que casos se justifica a utilização do processo de extrusão?
Este processo é empregado para obter
barras, tubos ou seções de formas complexas com tolerâncias dimensionais e
qualidade superficial.
É um dos processos
de conformação mecânica em que um bloco é forçado a passar através de um
orifício de uma matriz sob alta pressão (com o auxílio de um êmbolo), de modo a
ter sua secção transversal reduzida. O tarugo do material a ser conformado é
colocado num recipiente e através da ação de um êmbolo é extrudado através da
matriz que possui a forma e as dimensões do produto desejado. Este processo é
definido extrusão direta, onde o sentido de avanço do êmbolo é o mesmo da saída
do produto e é usado para a produção de perfis variados, normalmente realizado
a quente (temperaturas elevadas) devido às grandes reduções de seção transversal
efetuadas, usando-se prensas hidráulicas horizontais com a obtenção de produtos
com comprimentos limitados.
http://marioloureiro.net/tecnica/mecanica/ProcessosFabricoUnivCampinas.pdf
31)
Como são classificados os cinco principais processos de fabricação dos
materiais?
R1: Processos Primários de Trabalho Mecânico:
denominado também como operação de processamento; envolve os processos
utilizados para reduzir lingotes e tarugos a um produto laminado de forma
simples.
- Processos Secundários de Trabalho Mecânico:
denominados operações de fabricação; envolvem os métodos utilizados para
produzir formas acabadas. Tipos de solicitação: Resistência ao desgaste,
resistência mecânica, ductilidade,...
Tipos de esforços aplicados: - Processo do
tipo compressão direta - Processo do tipo compressão indireta
- Processo do tipo trativo (estiramento de
chapas)
- Processo de dobramento (momentos fletores)
- Processo de cisalhamento
Temperatura
de trabalho: - Trabalho a quente - Trabalho a frio
R2:
Processos Primários de Trabalho Mecânico: denominado também como operação de
processamento; envolve os processos utilizados para reduzir lingotes e tarugos
a um produto laminado de forma simples.
- Processos Secundários de Trabalho Mecânico:
denominados operações de fabricação; envolvem os métodos utilizados para
produzir formas acabadas. Tipos de solicitação: Resistência ao desgaste,
resistência mecânica, ductilidade,...
Classificação
quanto ao tipo de esforço predominante: a) Processos do tipo compressão direta
b) Processos de compressão indireta c) Processos do tipo trativo d) Processos
de dobramento (flexão) e) Processos de cisalhamento.
http://www.joinville.udesc.br/portal/professores/bond/materiais/CONFORMA__O_01.pdf
R3:
1) Tipos de classificação dos processos de conformação: a)Quanto ao tipo de
esforço predominante b)De acordo com o produto obtido c)Quanto a temperatura de
trabalho
http://www.joinville.udesc.br/portal/professores/bond/materiais/CONFORMA__O_01.pdf
32)
Comente sobre as principais características de cada um dos processos.
R1:
Na escolha de um processo de fabricação podem ser levados em conta os seguintes
critérios: 1) Aspectos do material (conformabilidade, tipo de material,
encruamento, estrutura interna);
2)
Aspectos do produto (forma, tamanho, acabamento superficial, precisão
dimensional, propriedades mecânicas, nível de qualidade, nível de
complexidade);
3)
Aspectos associados ao processo (produtividade, volume de produção,
complexidade do processo);
4)
Aspectos comerciais (custo, viabilidade do processo)
5)
Outros aspectos (disponibilidade; meio-ambiente)
R2:
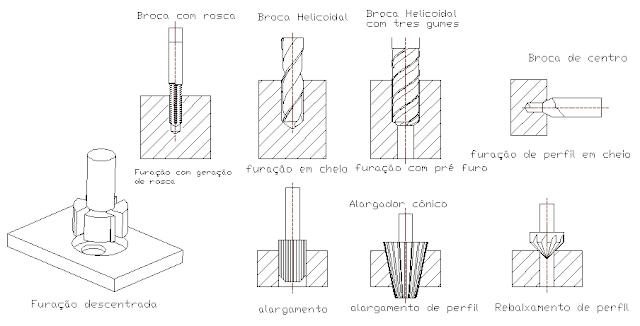
As
peças metálicas fabricadas pelos processos de fabricação primários como
fundição, forjamento laminação, entre outros, geralmente apresentam superfícies
mais ou menos grosseiras e que, portanto, exigem um determinado acabamento. Por
outro lado os processos citados nem sempre permitem obter certas
peculiaridades, como de determinados tipos de saliências ou reentrâncias, furos
rosqueados, furos passantes, etc. Finalmente, para alguns tipos de peças, os
processos de fabricação.
http://marioloureiro.net/tecnica/mecanica/ProcessosFabricoUnivCampinas.pdf
33)
Comente sobre cada um dos quatro fatores considerados nos processos de
fabricação?
1) Aspectos do material (conformabilidade, tipo de material, encruamento,
estrutura interna);
2)
Aspectos do produto (forma, tamanho, acabamento superficial, precisão
dimensional, propriedades mecânicas, nível de qualidade, nível de
complexibilidade);
3)
Aspectos associados ao processo (produtividade, volume de produção,
complexibilidade do processo);
4)
Aspectos comerciais (custo, viabilidade do processo)
http://www.joinville.udesc.br/portal/professores/bond/materiais/CONFORMA__O_01.pdf
34)
Quais são as principais características do processo de conformação maciça?
Para processos de conformação volumétrica tais como laminação, forjamento, ou
recalque são indicados especialmente materiais com grande ductilidade. Em
função das forças necessárias para a conformação, estes materiais devem também
possuir limites de escoamento a frio, e a quente, relativamente baixos. A rede
cristalina é importante. Sistemas cristalinos típicos são: cúbico de face
centrada (CFC), cúbico de corpo centrado (CCC) e hexagonal compacto (HC). Estes
sistemas cristalinos possuem múltiplos sistemas de escorregamento, os quais
influenciam a capacidade de deformação do material.
http://sites.poli.usp.br/pmr/lefa/download/PMR2202-Conforma%C3%A7%C3%A3o.pdf
35)
Quais são as principais características dos processos de conformação de chapas?
R1:
Consiste na deformação de uma peça metálica (policristal) pela passagem através
de 2 ou mais cilindros rotatórios, de superfície lisa ou contornada dependendo
da aplicação.
O tipo de esforço que provoca a deformação
do material, a variação relativa da espessura da peça, o regime da operação de
conformação, o propósito da deformação
R2:
Conformação de chapas: Compreende as operações de: ·
Embutimento; ·
Estiramento; ·
Corte; ·
Dobramento.
http://www.joinville.ifsc.edu.br/~valterv/Tecnologia_de_Fabricacao/Introdu%C3%A7%C3%A3o%20a%20conforma%C3%A7%C3%A3o%20mec%C3%A2nica.pdf
R3: CONFORMAÇÃO DE
CHAPAS, também conhecido como ESTAMPAGEM é um dos maiores ramos da CONFORMAÇÃO.
Como o próprio nome diz, a matéria prima é uma chapa metálica, sendo que esta
pode ser de aço, alumínio, cobre, magnésio, titânio, e por aí vai. Os tipo de
chapas mais utilizadas são as de aço em primeiro lugar. Depois vem as de
alumínio, cobre e outros.
As chapas
metálicas, matéria-prima dos processos de estampagem, são produtos
semi-acabados originados de um metal conformado por laminação até a obtenção de
peças planas (laminados planos), onde uma das dimensões é muito menor do que as
outras duas. É uma das matérias-primas fundamentais da conformação de metais,
podendo ser cortada, dobrada e conformada nas mais variadas formas. Quanto
à espessura as chapas podem variar bastante, sendo que a partir de 12,5 mm são
consideradas placas. Quando a espessura é muito fina fala-se em folhas (p.ex.
folhas de alumínio para uso doméstico).
36)
Quais são os principais tipos de esforços durante os processos de conformação
mecânica?
R:
Tração e compressão.
R2:
Os materiais podem ser solicitados por tensões de compressão, tração ou de cisalhamento.
http://sistemas.eel.usp.br/docentes/arquivos/5840793/LOM3004/Aula1CM.pdf
37)
O que é a região da zona morta no processo de extrusão?
R:
Local onde o metal fica estacionário nos cantos
R2: zona morta (metal fica estacionário nos cantos)
www.iem.unifei.edu.br/professores/edmilson/Aula9.ppt
R3:
38)
O que é temperatura homologa de deformação?
R:
A temperatura de recristalização é a menor temperatura na qual uma estrutura
deformada de um metal trabalhada a frio é restaurada ou é substituída por uma
outra, nova livre de tensões, após a permanência nesta temperatura por tempo
determinado.
Estas temperaturas variam muito para
diferentes metais; é comum em conformação plástica tomar a temperatura de
processamento de um metal em relação à sua temperatura de início de fusão,
ambas em graus Kelvin (0K). Ao quociente destas temperaturas denomina-se temperatura
homóloga, que é adimensional),
R2: Agora, alta temperatura para um metal pode não ser
para outro, deste modo, resolve-se o problema através da utilização da
TEMPERATURA HOMÓLOGA.
TEMPERATURA HOMÓLOGA é expressa pela razão entre a temperatura de teste e o ponto de fusão na escala absoluta de temperatura (Kelvin).
TEMPERATURA HOMÓLOGA é expressa pela razão entre a temperatura de teste e o ponto de fusão na escala absoluta de temperatura (Kelvin).
R: Relação entre a
temperatura do material e a temperatura de fusão. Em
baixas temperaturas (e baixas taxas de deformação), uma deformação e
praticamente só depende da tensão s. • Em altas
temperaturas (e baixas taxas de deformação), uma deformação e
depende não somente da tensão s, mas também do tempo e da temperatura.
• O limite entre “baixa temperatura” e “alta temperatura” varia de material
para material.
http://disciplinas.stoa.usp.br/pluginfile.php/236710/mod_resource/content/0/PMT3100_Aula%2009_2014_2.pdf
39)
Qual fenômeno que caracteriza a temperatura homologo de deformação?
R: Aparentemente, quanto maior for a temperatura
de conformação, menor será o limite
de
escoamento do material e consequentemente menor deve ser o gasto de energia
para
executar
o processo de conformação. Entretanto existem alguns fatores que limitam a
utilização
de temperaturas elevadas:
·
gasto de energia no aquecimento do material;
·
dificuldade de manuseio do material aquecido;
·
maior desgaste das partes em contato com as partes aquecidas;
·
necessidade de se obter encruamento ou textura no material conformado;
·
possível surgimento de efeitos secundários nas propriedades mecânicas;
·
ocorrência de oxidação.
R2: Costuma-se definir, para fins práticos, as faixas de
temperaturas do trabalho a quente, a morno e a frio baseadas na temperatura
homóloga, que permite a normalização do comportamento do metal, ver figura. Em
um metal puro, que não sofre transformação de fase no estado sólido, os pontos
de referência em termos de temperatura são: o zero absoluto e o ponto de fusão.
Estes pontos, traduzidos em graus Kelvin, estabelecem os extremos da escala
homóloga de temperaturas.
http://www.cimm.com.br/portal/material_didatico/6469-aspectos-de-temperatura-na-conformacao#.VwvI6pwrLIU
40)
Explique como ocorre a recuperação em um processo de conformação a quente?
R: - Propicia o escoamento plástico sem
surgimento de trincas, ajuda a diminuir ou eliminar as heterogeneidades da
estrutura dos lingotes fundidos elimina as bolhas de gás e porosidades, aumento
da ductilidade e tenacidade Eventuais implicações / desvantagens: Reações
superficiais entre o metal e a atmosfera do forno quando o aquecimento é feito
em atmosfera normal podem ocorrer problemas de oxidação excessiva, e diminuindo
o teor de carbono da superfície, descarbonetação.
R2:Os processos de conformação são comumente classificados em
operações de trabalho a quente, a morno e a frio. O trabalho a quente é definido como a deformação sob condições de temperatura e
taxa de deformação tais que processos de recuperação e recristalização ocorrem simultaneamente com a deformação.
www.cimm.com.br/.../6469-aspectos-de-temperatura-na-conformação
41)
Explique como ocorre a recristalização dinâmica em um processo de conformação a
quente.
Os
fenômenos denominados "dinâmicos" acontecem simultaneamente à
deformação, quando o material está sob um campo de tensões e geralmente em alta
temperatura. O parâmetro temperatura depende, obviamente, do material que está
sendo considerado. Por exemplo: o chumbo recristaliza dinamicamente à
temperatura ambiente.
REFERÊNCIA
BIBLIOGRÁFICA: SICILILANO JR, F. Recuperação e
recristalização durante a deformação a quente. IN: TSCHIPTSCHIN, AP et. al.(Ed.). Textura e relações de orientação. São
Paulo: EPUSP, p. 93-108, 2001
A
ductilidade do metal a temperaturas desta ordem é máxima e nesse processo
ocorre a recuperação e a recristalização dinâmica durante a deformação (passes)
e recristalização estática após a deformação (entre passes).
REFERÊNCIA
BIBLIOGRÁFICA: OLIVEIRA, J.C. P. T. et al. Evolução da microestrutura e da textura durante a laminação a frio e a
recristalização de alumínio com diferentes níveis de pureza. 2009. Tese
de Doutorado. Universidade de São Paulo.
42) Quais as vantagens e desvantagens da deformação a quente?
Explique.
Em geral, o trabalho a quente é o primeiro passo na
conformação de lingotes de aços e outras ligas especiais. Além de o trabalho a
quente resultar em diminuição da energia necessária para deformação e num
aumento da ductilidade, a temperatura do processo favorece a difusão que
reduzirá as heterogeneidades químicas do lingote.
REFERÊNCIA
BIBLIOGRÁFICA: SILVA, A. L. V. C.; Aços e ligas especiais; 3 ed.; São Paulo;
Blucher; 2013
No trabalho mecânico a quente, a deformação
plástica e realizada numa faixa de temperatura, e durante um determinado tempo,
em que o encruamento e eliminado pela recristalização do metal.
Um metal na sua condição encruada
possui energia interna elevada em relação ao metal na deformado plasticamente.
Aumentando-se a temperatura, há uma tendência de o metal retornar à condição
mais estável de menor energia interna. O tratamento térmico para obter esse
efeito e denominado recozimento e, além da recuperação da estrutura cristalina
do metal, este tratamento provoca a diminuição da resistência mecânica e a
elevação da ductilidade.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
43) Quais as vantagens e desvantagens da deformação a frio?
Explique.
No trabalho a frio, por
definição, os mecanismos de recuperação e recristalização não são operativos.
Neste caso, à proporção que o metal é deformado, ocorre o encruamento, isto é a
resistência aumente e a ductilidade diminui.
REFERÊNCIA
BIBLIOGRÁFICA: SILVA, A. L. V. C.; Aços e ligas especiais; 3 ed.; São Paulo;
Blucher; 2013
Na deformação a frio, o
material endurece por encruamento durante a deformação. A capacidade de um
material de sofrer deformação a frio é limitada pela ocorrência de fratura.
REFERÊNCIA
BIBLIOGRÁFICA: CETLIN, P. R.; Fundamentos da Conformação Mecânica dos
Materiais; 2 ed.; São Paulo ; Artiliber; 2005
44) Quais são os tipos de atrito existentes durante os
processos de conformação mecânica?
As forças primárias aplicadas são
frequentemente tratativas, mas as forças compressivas indiretas, desenvolvidas
pela reação do material com a matriz, atingem valores elevados. Assim, o metal
escoa sob a ação de um estado de tensões combinado, que inclui elevadas forças
compressivas em pelo menos uma das direções principais.
REFERÊNCIA BIBLIOGRÁFICA: EME-002-TECNOLOGIA DE FABRICAÇÃO I:
Notas de aula – 1°Prova. Escola Federal de Engenharia de Itajubá: Instituto de
Engenharia Mecânica.
Nos processos de conformação por compressão
direta, predomina
a solicitação externa por compressão sobre a peça de trabalho. Nesse grupo
podem ser classificados os processos de forjamento (livre e em matriz) e
laminação (plana e de perfis).
Nos processos de conformação por compressão
indireta, as
forças externas aplicadas sobre a peça podem ser tanto de tração como de
compressão. Porém as que efetivamente provocam a conformação plástica do metal
são de compressão indireta, forças desenvolvidas pela reação da matriz sobre a
peça, os principais processos que se enquadram nesse grupo são a trefilação e a
extrusão, de tubos e fios, e a estampagem profunda (embutimento) de chapas
(parcial). No processo de trefilação a solicitação externa e de tração e nos
processos de extrusão e embutimento de chapas, de compressão. Nesse último
processo, porém, somente parte da peça (a aba) e submetida a esse tipo de
esforço.
O principal exemplo de processo de conformação por tração e o estiramento
de chapas, em que a peça toma a forma da matriz por meio da aplicação de forças
de tração em suas extremidades.
Os processos de conformação por cisalhamento envolvem forças
cisalhantes suficientes ou não para romper o metal no seu plano de
cisalhamento. Os melhores exemplos desse tipo de processo são a torção de
barras e o corte de chapas.
No processo de conformação por
flexão as modificações de forma são obtidas mediante a aplicação de um momento
fletor. Este princípio e utilizado para dobrar chapas, barras e outros
produtos. Como exemplos podem ser citados os processos de dobramento livre, dobramento
de borda, dobramento de matriz e calandragem.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
45) Qual o efeito dos lubrificantes nos processos de
conformação mecânica?
O recobrimento das
superfícies dos materiais em contato com um terceiro material de baixa
resistência ao cisalhamento irá induzir o atrito a se concentrar neste
material, afetando apenas parcialmente os corpos em contato. A este material
que pode ser sólido, líquido ou gasoso, denomina-se lubrificante. As forças de
atrito a serem geradas estão diretamente vinculadas às características da
película lubrificante.
REFERÊNCIA
BIBLIOGRÁFICAS: MORAIS, W. A. Engenharia de Produção Mecânica: 0864 –
Conformação Plástica dos Metais. UNISANTA.
Tem a finalidade
de criar entre as superfícies de contato uma película continua de fluido
lubrificante para reduzir o atrito. Como consequência da ação lubrificante,
consegue-se reduzir o desgaste da fieira, dar bom acabamento superficial ao fio
e reduzir o esforço de trefilação.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
46) Quais os
fatores importantes para confecção de uma matriz para trabalho a quente?
Em ferramentas
de trabalho a quente, a superfície da ferramenta é submetida a duas
solicitações majoritárias. A primeira é o aquecimento, promovido quando a
ferramenta entra em contato com a peça (ou líquido) conformada, normalmente com
temperaturas entre 500 e 1200ºC. Nestas situações, as condições de tratamento
térmico (especificamente de revenimento) do aço ferramenta são afetadas,
promovendo redução da dureza. Assim, surgem o desgaste ou deformação a quente,
freqüentes em operações de forjamento ou extrusão a quente.
A segunda solicitação importante é a ocorrência de trincas de fadiga térmica ou trincas mecânicas. Dependendo da profundidade de propagação, estas podem levar ao fim de vida da matriz. Este caso é típico em matrizes de fundição sob pressão.
A segunda solicitação importante é a ocorrência de trincas de fadiga térmica ou trincas mecânicas. Dependendo da profundidade de propagação, estas podem levar ao fim de vida da matriz. Este caso é típico em matrizes de fundição sob pressão.
REFERÊNCIA
BIBLIOGRÁFICA:
http://www.siderurgiabrasil.com.br/novosb/component/content/article/107-materias23/658-aco-para-ferramentas-moldes-matrizes
<<acessado em 20/03/2016 ás 14:00>>
Várias
propriedades dos aços ferramenta são conhecidamente importantes para suportar
as diversas solicitações envolvidas no trabalho a quente. Destacam-se as
propriedades de resistência a quente, resistência ao revenido (ou perda em
dureza), tenacidade, condutividade térmica, expansão térmica, soldabilidade,
temperabilidade, usinabilidade e resposta à nitretação.
REFERÊNCIA
BIBLIOGRÁFICA: MESQUITA,
R.; HADDAD, P. T.; Propriedades fundamentais dos aços ferramenta para matrizes
de forjamento; Porto Alegre; 2009.
47) Quais
os fatores importantes para confecção de uma matriz de trabalho a frio?
Nas ferramentas
de trabalho a frio, a tenacidade está relacionada em maior resistência a trincas,
quebras ou lascamentos. Em situações de desgaste adesivo, metal–metal, esta
propriedade também possui importante papel, reduzindo micro-trincas e
micro-lascamentos nas regiões de trabalho.
REFERÊNCIA
BIBLIOGRÁFICA:
http://www.siderurgiabrasil.com.br/novosb/component/content/article/107-materias23/658-aco-para-ferramentas-moldes-matrizes
<<acessado em 20/03/2016 ás 14:40>>
Aços
ferramenta para trabalho a frio também se procura aliar propriedades como
dureza e desgaste à resistência à fratura. Dentre os principais aços desta
família destaca-se a série AISI D, na qual o aço Tipo D2 é o mais utilizado
quando se deseja combinar suas propriedades de resistência com a tenacidade.
REFERÊNCIA
BIBLIOGRÁFICA: MENDANHA,
A.; GOLDENSTEIN, H.; Tenacidade do aço ferramenta para trabalho a frio; São
Paulo; 2003.
48) Quais
os principais fatores responsáveis pelo desgaste da matriz?
São requeridas
as seguintes características dos materiais para matrizes: alta dureza, boa
tenacidade, boa resistência à fadiga, alta resistência mecânica a quente e a
alta resistência ao desgaste.
REFERÊNCIA
BIBLIOGRÁFICA: MIRANDA, H. C.; Apostila Processos de Fabricação Tecnologia
Mecânica III; Universidade Federal do Ceará.
Com relação ao
desgaste da matriz os principais fatores são a erosão causada pelo deslizamento
do material na interface da matriz, a fadiga térmica associada ao carregamento
cíclico de compressão e tração e a fadiga mecânica com tensões locais elevadas
(carregamento e descarregamento).
REFERÊNCIA
BIBLIOGRÁFICA: ITMAN, A.
F.; Curso básico de conformação mecânica coordenadoria
de metalurgia e materiais; IFES; Vitória; 2010
49) Quais os principais fatores a serem considerados quanto ao
dimensional de uma matriz?
Dimensionar o produto
com as especificações técnicas necessárias
Dimensionar a fita
(quando necessário considerar a disposição de avanço)
Determinar as dimensões do punção
Dimensionar
guias da fita (somente dimensões básicas)
Dimensionar
demais elementos e calcular localização da espiga quando pertinente.
REFERÊNCIA
BIBLIOGRÁFICA: MARCONDES,
P.; Projeto de Ferramentas para Conformação de chapas; UFPR; 2008.
Quanto às variáveis dimensionais que
influenciam o projeto da matriz é importante salientar os seguintes cuidados no
projeto: a- deixar sobre metal para usinagem em função do dimensional do
componente e tolerâncias requisitadas; b- preparar os ângulos de saída e a
concordância dos cantos das superfícies interna e externa para favorecer a
extração da peça; c- ajustar corretamente as partes para evitar deslocamento no
fechamento da matriz; d- prever a contração de resfriamento (± 1%) e a tensão
de escoamento do material que será utilizado na confecção do componente; e-
prever as condições de atrito e transferência de calor durante o processo; f-
utilizar aços especiais com Cr, Mo, W, V, Co na confecção da matriz.
REFERÊNCIA
BIBLIOGRÁFICA: ITMAN, A.
F.; Curso básico de conformação mecânica coordenadoria
de metalurgia e materiais; IFES; Vitória; 2010
50)
Comente sobre as características da matéria prima utilizada na trefilação
As propriedades
mecânicas e metalúrgicas e as características dimensionais dos produtos
trefilados dependem das características da matéria-prima e dos diversos fatores
no processo de trefilação (tensão, temperatura de trabalho, lubrificação,
deformação, velocidade de deformação, entre outros).
REFERÊNCIA
BIBLIOGRÁFICA: ROCHA, O.
F. L.; Conformação mecânica; Instituto federal de
educação, ciência e tecnologia; Belém; 2012
Os materiais
comumente empregados para os fios são: diamante, para fios de diâmetro até ou
menor que 2 mm; metal-duro, para fios de diâmetro maior que 2 mm.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
51) Comente sobre a preparação da matéria prima utilizada na trefilação
A preparação da
matéria prima para a trefilação se dá em operações de trabalho a quente. O
aquecimento do metal a trefilar provoca a formação de camadas de óxidos em sua
superfície. Esses óxidos devem ser retirados, pois os mesmos reduzem a vida da
fieira e ficam inclusos no produto trefilado, prejudicando sua qualidade.
REFERÊNCIA
BIBLIOGRÁFICA: MIRANDA, H. C.; Apostila Processos de Fabricação Tecnologia
Mecânica III; Universidade Federal do Ceará.
A barra deve ser apontada e inserida através da fieira sendo, em seguida,
presa por garras de tração usualmente impulsionadas através de corrente
sem-fim.
REFERÊNCIA
BIBLIOGRÁFICA: CETLIN, P. R.; Fundamentos da Conformação Mecânica dos
Materiais; 2 ed.; São Paulo ; Artiliber; 2005
52) Descreva as características
geométricas de uma fieira de trefilação.
A fieira é o
dispositivo básico da trefilação. A geometria da fieira é dividida em quatro
zonas: (1) de entrada; (2) de redução ( = ângulo de abordagem); (3) guia de
calibração ou zona de acabamento; (4) de saída. Os materiais de construção
dependem das exigências do processo (dimensões, esforços) e do material a ser
trefilado.
REFERÊNCIA
BIBLIOGRÁFICA: MORO, N.; AURAS, A. P.; Conformação
mecânica II – extrusão, trefilação e conformação de chapas; Florianópolis; 2006
O cone de
entrada tem a finalidade de guiar o fio em direção ao cone de trabalho e
permitir que o lubrificante acompanhe o fio e contribua para a redução do
atrito entre as superfícies do fio e do cone de trabalho. No cone de trabalho
ocorre a redução, sendo, portanto, a região onde e aplicado o esforço de
compressão e onde o atrito deve ser minimizado para reduzir, também ao mínimo,
o desgaste da fieira. O denominado angulo (ou semi-angulo) da fieira se refere
ao ângulo do cone de trabalho. No cilindro de calibração ocorre o ajuste do
diâmetro do fio: e objeto de controle o comprimento, ou melhor, a altura desse
cilindro, pois, quando essa altura e pequena, facilita as operações de
retificação das fieiras gastas para a obtenção de uma fieira de diâmetro final
maior. O cone de saída deve proporcionar uma saída livre do fio sem causar
danos nas superfícies da fieira e do fio.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
53) Como são
classificados os produtos trefilados?
A classificação
dos trefilados e realizada inicialmente em função do tipo de produto: barra,
tubo e arame ou fio. As barras mais finas, em geral com diâmetro menor do que 5
mm, passam a se denominar arames ou fios. Usualmente, denomina-se o produto
como arame quando o seu emprego e para fins de construção mecânica e, como fio,
no caso de aplicação para fins elétricos (condutor elétrico).
Os fios podem,
por sua vez, ser classificados em função de seu diâmetro e do tipo de metal que
o constitui. No caso dos fios de cobre, e comum a classificação em fios grossos
(5 a 2 mm), fios médios (2 a 0,5 mm), fios finos (0,5 a 0,15 mm) e fios
capilares (menor do que 0,15 mm). Além disso, os fios podem ser ainda
classificados em função de seu emprego e dos tipos de eventuais revestimentos
plásticos ou metálicos aplicados.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
Os produtos mais comuns são classificados como: barras com diâmetro maior
que 25 mm, arrames que podem ser divididos em comuns e especiais e tubos que são
trefilados de diferentes formas.
REFERÊNCIA
BIBLIOGRÁFICA: MORO, N.; AURAS, A. P.; Conformação
mecânica II – extrusão, trefilação e conformação de chapas; Florianópolis; 2006
54) Quais os tipos de lubrificantes
utilizados nos processos de trefilação?
Os lubrificantes
secos são mais utilizados na trefilação de metais ferrosos e os úmidos são
bastante utilizados na trefilação de metais não ferrosos.
REFERÊNCIA
BIBLIOGRÁFICA: MIRANDA, H. C.; Apostila Processos de Fabricação Tecnologia
Mecânica III; Universidade Federal do Ceará.
As maquinas de
trefilar podem ser classificadas também de acordo com o sistema de lubrificação
em: maquinas com sistema de imersão, em que a fieira os anéis permanecem
imersos no liquido refrigerante e lubrificante; maquinas com sistema de
aspersão, em que a fieira recebe um jato de liquido refrigerante e
lubrificante.
REFERÊNCIA
BIBLIOGRÁFICA: BRESCIANI FILHO, Ettore et al. Conformação plástica dos metais. Unicamp, 1991.
55)-Comente sobre a
relação do material da fieira com o dimensional dos fios trefilados.
A)-
Material: os materiais dependem das exigências do processo (dimensões,
esforços) e do material a ser trefilado. Os mais utilizados são:
●
Carbonetos sinterizados (sobretudo WC) –
widia,
●
Metal duro,etc. (figura abaixo)
●
Aços de alto C revestidos de Cr
(cromagem dura)
●
Aços especiais (Cr-Ni, Cr-Mo, Cr-W,
etc.)
●
Ferro fundido branco
●
Cerâmicos (pós de óxidos metálicos
sinterizados)
●
Diamante (p/ fios finos ou de ligas
duras)
GRUPO
CIMM. Dispositivo básico a fieira. Disponível em:
<http://www.cimm.com.br/portal/material_didatico/6496-dispositivo-basico-a-fieira#.vvwbe_krk00>.
Acesso em: 25 mar. 2016.
B)- Dos materiais
usados para a fabricação da ferramenta de trefilar, são exigidas as seguintes
características:
•
Permitir a trefilação de grande quantidade de fios sem que ocorra um desgaste
acentuado da fieira;
•
Permitir a trefilação a altas velocidades para produzir elevadas quantidades
por unidade de tempo;
•
Permitir a adoção de elevadas reduções de secção;
•
Conferir calibração constante do diâmetro do fio;
•
Conferir calibração constante do diâmetro do fio;
•
Conferir longa vida à ferramenta, sem necessidade de paradas da máquina de
trefilar para controle de dimensões e substituição da ferramenta;
•
Permitir a obtenção de superfície lisa e brilhante no fio durante longo período
de uso. Os materiais comumente empregados para os fios são:
•
Diamante, para fios de diâmetro até ou menor que 2 mm;
•
Metal-duro, para fios de diâmetro maior que 2 mm.
CENTRO FEDERAL DE
EDUCAÇÃO TECNOLÓGICA DO ESPIRITO SANTO: TREFILAÇÃO Disponível em: <ftp://ftp.cefetes.br/Cursos/EngenhariaMetalurgica/Marcelolucas/Disciplinas/Conformacao/Trefilacao/apres_Trefilacao.pdf>
Acesso em: 29/03/2016
56)- Comente Sobre as
características dos processos de extrusão a frio.
A extrusão é um
processo de conformação plástica que consiste em fazer passar um tarugo ou
lingote (de secção circular), colocado dentro de um recipiente, pela abertura
existente no meio de uma ferramenta, colocada na extremidade do recipiente, por
meio da ação de compressão de um pistão acionado pneumática ou hidraulicamente.
Os produtos da extrusão são perfis e tubos, e, particularmente, barras da
secção circular. E são classificados em três tipos de processos:
Extrusão direta, onde o
sentido de avanço do êmbolo é o mesmo da saída do produto e é usado para a
produção de perfis variados, normalmente realizado a quente (temperaturas
elevadas) devido às grandes reduções de seção transversal efetuadas, usando-se
prensas hidráulicas horizontais com a obtenção de produtos com comprimentos
limitados;
Extrusão inversa o
sentido de avanço do êmbolo é contrário ao de saída do produto, sendo
normalmente empregado para a obtenção de tubos e recipientes de ligas de
alumínio, realizado a frio em prensas mecânicas de impacto, com a obtenção de
produtos com comprimentos limitados;
Extrusão hidrostática,
o tarugo não entra em contato com as paredes do recipiente pois está envolvido
por um fluido, reduzindo desta forma a resistência à deformação devida ao
atrito. O êmbolo comprime o fluido, pressurizando o recipiente. Por esse
processo obtém-se pequenas peças dos mais variados materiais, com formas de
grau de complexidade elevado e excelente qualidade dimensional e superficial. O
processo hidrostático é normalmente realizado a frio em prensas hidráulicas verticais,
sendo a opção de trabalho a quente empregado para materiais de elevada
resistência mecânica e mesmo para materiais frágeis.
Agostinho, O.L.;
Vilella, R.C. (In Memoriam); Button, S.T. PROCESSOS DE FABRICAÇÃO E
PLANEJAMENTO DE PROCESSOS. UNIVERSIDADE ESTADUAL DE CAMPINAS FACULDADE DE
ENGENHARIA MECÂNICA v. 2 p.15-16, 2004
B)- É o processo que combina operações de
extrusão direta, indireta e forjamento.
Foi aceito na indústria particularmente para ferramentas e componentes
de automóveis , motocicletas, bicicletas, acessórios e equipamento
agrícola. Usa tarugos cortados de barras
laminadas, fios ou chapas.
Embora
componentes extrudados a frio sejam em geral mais leves, fabricam-se
componentes de até 45 kg e com comprimentos de até 2m.
Metais obtidos por metalurgia do pó são também
extrudados a frio.
Conformação mecânica:
Extrusão. disponível em: <http://www3.fsa.br/materiais/Extrus%C3%A3o.pdf>
Acesso em 20/03/2016
57)- Comente Sobre as características
do processo de extrusão a quente.
A)- A extrusão a
quente, basicamente, refere-se ao processo em que nos metais são aquecidos a
temperaturas elevadas, a fim de tornar mais fácil o processo de extrusão. A
faixa de pressão varia de 30 a 700 MPa e a temperatura é mantida entre 50 a
75%. Os níveis de exposição do metal a pressões são altas, mas, ao mesmo tempo,
a alta pressão e elevada temperatura têm um efeito adverso sobre o metal em
longo prazo. Semelhante ao processo de injeção, o material a ser extrudado é
injetado em um molde vazado, ou molde de injeção, dando forma ao produto
semiacabado. Contudo, esse efeito pode ser amenizado com o emprego adequado e
suficiente de lubrificantes industriais. O uso de óleos e lubrificantes com
base de grafite é comparativamente mais adequado para extrusões realizadas em
temperaturas mais baixas e a lubrificação de vidro em pó é ideal para os
processos de extrusão em temperaturas mais altas.
MANUTENÇÃO E
SUPRIMENTOS. Extrusão a quente e extrusão a frio, quais as diferenças.
Disponível em:
<http://www.manutencaoesuprimentos.com.br/conteudo/3060-diferencas-entre-extrusao-a-quente-e-extrusao-a-frio/>.
Acesso em: 25 mar. 2016.
B)- Extrusão a quente: utilizada quando o
objetivo é a obtenção de grandes reduções de seção numa só etapa. Engloba a
maioria dos processos para obter produtos longos semiacabados (barras) e
acabados (perfis e tubos).
Martins, C. A.; Estudo
do comportamento de defeitos de superfície da matéria-prima em operações de
extrusão a frio de aço baixo carbono: Dissertação (mestrado) – Universidade
Federal de São João del-Rei. Departamento de Engenharia Mecânica.São João Del
Rei, 2014.
58)- Comente Sobre as
características dos lubrificantes utilizados no processo.
A) A lubrificação pode ser
feita através das seguintes maneiras:
VIA SECA = são utilizados graxas, pó de
sabão ou estearato de zinco;
VIA ÚMIDA = são utilizados óleos
especiais, sebo ou sabão.Neste caso a matriz fica toda imersa num fluido
lubrificante.
Em geral, o processo de
trefilação utiliza taxa de conformação elevadas, ainda mais no processo de
arames finos. Nestes casos, o desempenho dos lubrificantes torna-se essencial
para atingir a qualidade do produto final. O atrito presente no processamento é
responsável pela geração de calor, especialmente para a trefilação de materiais
abaixo da temperatura de recristalização, quando a quantidade de energia de
deformação transformada e dissipada sob a forma de calor pode chegar a cerca de
90%, do aumento de temperatura devido à energia de deformação.
GZESH, D.P. selecting the best lubricant for wire
drawing. Wire and cable technology International, p.30-31,2004.
B)- Lubrificação é
importante na extrusão para metais com tendência a aderir à parede da matriz,
pode-se usar um revestimento fino de metal macio e de baixa resistência, como
cobre ou aço doce. O procedimento é denominado “jaquetamento” ou “enlatamento”.
Além de formar um superfície de baixa fricção o tarugo fica protegido contra
contaminação do ambiente.
Conformação mecânica:
Extrusão. disponível em: <http://www3.fsa.br/materiais/Extrus%C3%A3o.pdf>
Acesso em 20/03/2016
59)- Comente Sobre as
características dos defeitos na extrusão a frio.
A)- Atualmente é
observado um aumento da utilização de aço como matéria-prima em processos de
extrusão. É inerente ao processo de produção dessa matéria-prima a ocorrência
de defeitos de superfície, entre eles trincas, arranhões, dobras de laminação e
fissuras.
Os defeitos causados
pelo atrito no “escoamento frontal” do processo de extrusão direta. entre esses
defeitos podemos citar o aparecimento de trincas, arranhões e escamas. No
processo estes defeitos podem ser provenientes:
a)
Desalinhamento entre o pistão e o recipiente;
b)
Distribuição deficiente do lubrificante;
c)
Desajuste entre o disco de pressão e o disco do recipiente;
d)
Superfície irregular do recipiente.
Martins, C. A.; Estudo
do comportamento de defeitos de superfície da matéria-prima em operações de
extrusão a frio de aço baixo carbono: Dissertação (mestrado) – Universidade
Federal de São João del-Rei. Departamento de Engenharia Mecânica.São João Del
Rei, 2014.
B)-Defeitos
causados por geometria inadequada das matrizes ou pela lubrificação
insuficiente (“chevron”), ou pela deformação excessiva na extrusão (trincas).
Trinca
superficial: Ocorre quando a temperatura ou a velocidade é muito alta, pois há
aumento significativo da temperatura da superfície, causando trincas e rasgos
intergranulares. Ligas de alumínio, magnésio e zinco;
Trinca
interna: O centro do tarugo pode desenvolver fissuras que são conhecidas como
trincas centrais, fratura tipo ponta de flecha ou “chevron”. O defeito é
atribuído à tensão hidrostática de tração na linha central , similar à situação
da região de estricção em um corpo em ensaio de tração.
MACHADO,
M. L. P; Conformação dos metais. Fundamentos e aplicação, Vitória, p.67, 2009.
60)- Comente Sobre as
características dos defeitos na extrusão a quente.
A)-
A extrusão a quente apresenta alguns problemas como todo o processo de alta
temperatura:
● O
desgaste da matriz é excessivo.
● O
esfriamento do tarugo na câmara pode gerar deformações não-uniformes.
● O
tarugo aquecido é coberto por filme de óxido (exceto quando aquecido em
atmosfera inerte) que afeta o comportamento do fluxo do metal por suas
características de fricção e pode gerar um produto de pobre acabamento
superficial.
Acesso
em 30/03/2016
B)- Defeitos causados
por modos de escoamento incorretos (intrusão), por defeitos e impurezas na
matéria-prima ou pela escolha inadequada da temperatura e velocidade de
extrusão.
MACHADO,
M. L. P; Conformação dos metais. Fundamentos e aplicação, Vitória, p.66, 2009.
61)- Comente Sobre as características dos tubos
fabricados pelo processo de extrusão.
A)- Ao passar através
da matriz, o corpo adquire o perfil da seção transversal do furo da ferramenta.
O processo pode ser utilizado na fabricação de tubos sem costura e pode ocorrer
a quente ou a frio. O perfil do produto vazado pode ser muito complexo
(MOSHKSAR and EBRAHIMI, 1998) ou bastante simples, como é o caso de tubos com
orifício cilíndrico. A fabricação de tubos pelo processo de extrusão passou a
substituir a laminação, pois se tornou mais econômica e competitiva para
comprimentos relativamente curtos e em pequenas quantidades (CHITKARA e ALEEM,
2001)
Cavalho, F. S. G. de;
Extrusão a quente de tubos: análise experimental da distribuição de tensões
residuais na parede do tubo. Dissertação (mestrado) – Universidade Federal de
São João del-Rei. Departamento de Engenharia Mecânica.São João Del Rei,
2013.
B)- A fabricação de tubos por extrusão é
um processo onde a peça é “empurrada” contra a matriz conformadora com redução
da sua seção transversal. A parte ainda não extrusada fica contida num
recipiente ou cilindro.
A extrusão pode ser feita a frio ou a
quente dependendo da ductilidade do material. Cada tarugo é extrusado
individualmente, o que caracteriza um processo semi-contínuo. Quando combinada
com operações de forjamento é chamada de extrusão fria.
CIMM; Fabricação de tubos industriais.
disponível em: <http://www.cimm.com.br/portal/noticia/exibir_noticia/7355-fabricacao-de-tubos-industriais>
Acesso em 02/04/2016
Comentários
Postar um comentário